.png)
.jpg)

Customized Solutions
We specialize in customizing our products and services for your specific use. Through our dedicated R&D and Operations teams of over 100+ scientists, we work closely with you to make a product that is suited for your specific end-use. Our products are tested across different platforms and validated for the specific applications of your choice to ensure a tailored-approach just for you
.jpg)
.jpg)
- Personalized Solutions and Quality Assurance: Collaborate with our team of skilled scientists to tailor antigens and antibodies to your project's precise objectives. We embed rigorous quality control measures at every step to ensure that you receive accurate, consistent, and reliable products, whether it's a specific peptide sequence, recombinant protein, or a modified antigen
- Optimized Production and Flexibility: Our advanced production methods focus on purity, stability, and functionality, guaranteeing high-quality antigens and antibodies that consistently deliver reliable results. We understand the dynamic nature of research timelines and offer streamlined processes to deliver tailored solutions promptly, helping you stay on track with your project goals
Best-in-Class Technical Support
Our technical team of a 100+ scientists is available to swiftly resolve any queries or provide any scientific support as required. Our teams work closely with our customers to design processes, customize products and resolve any technical queries that might arise. With decades of global experience, our scientific staff understands each and every protein intrinsically and identifies specific strategies to unlock the potential of antigens and antibodies for your research and manufacturing
Get In Touch
.jpg)
Bulk Manufacturing Capabilities
Our state of the art protein processing facilities spanning over 50,000 sq ft., allow us to make grams to kilogram quantities of proteins in no time. Our teams are committed to scaling up our processes rapidly to provide significant value additions for bulk manufacturing of key proteins used in the in vitro diagnostic (IVD) space. Supported by our industry-leading supply chain, we provide you with timely deliveries of bulk quantities of proteins for your manufacturing processes. Read more about our manufacturing capabilities here
.jpg)

- Cutting-Edge Facilities and Regulatory Compliance: Our state-of-the-art manufacturing facilities, equipped with advanced technology, ensure precision, consistency, and compliance with all relevant regulations and guidelines, from small-scale testing to large-scale production, meeting your capacity needs seamlessly
- Timely Delivery: Supported by a robust supply chain, we guarantee timely delivery of bulk orders, providing you with peace of mind throughout your manufacturing process
Global Access to Sourcing Raw materials & Robust Supply Chain
With our industry leading national / international network of 1500+ hospitals, we can source important human biological material catered to your specific use. We also utilize our network to manufacture human native antigens and therefore maintain complete control over our supply chain. Our collection network allows us to collect thousands of litres of key biomedical fluids like Cancer Fluids, Hepatitis B (AY & Ad) Specific Plasma, Human whole blood, and other biologicals
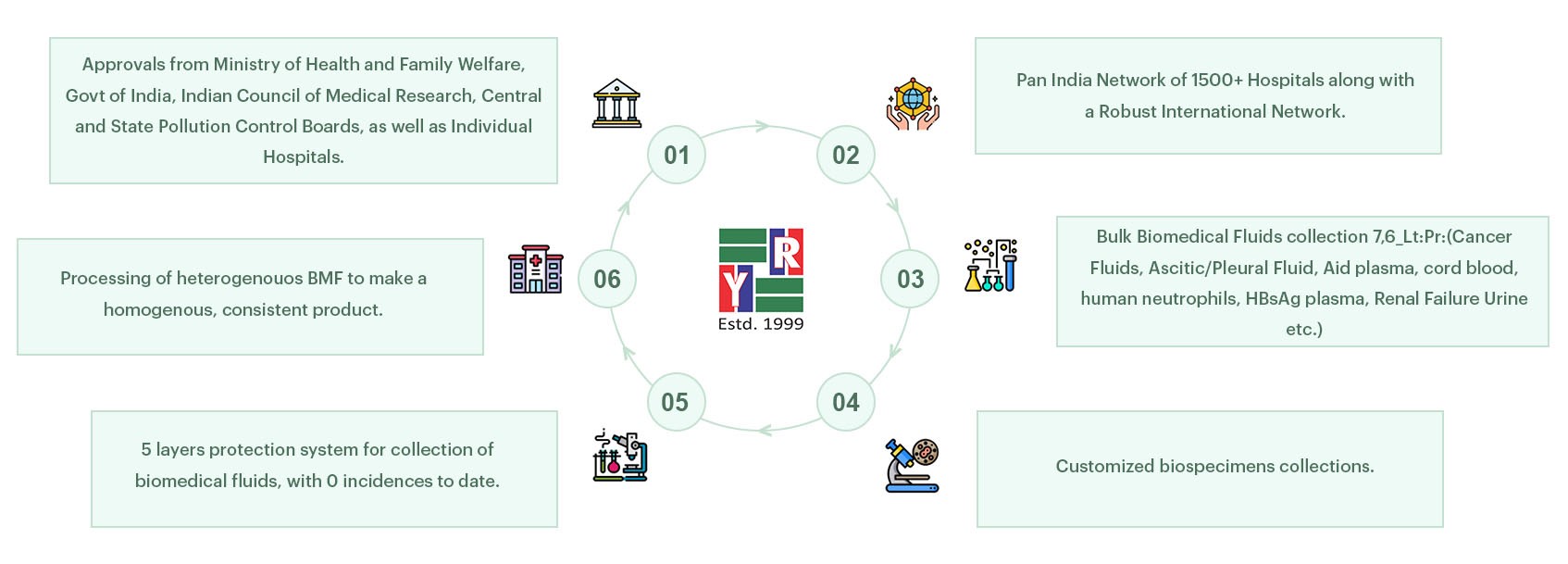
Pan India Network of 1000+ Hospitals Along with a Robust International Network
Bulk Biomedical Fluids Collection (Cancer Fluids, Ascitic/Pleural Fluid, Plasma, Cord Blood, Human Neutrophils, HBsAg Plasma, Renal Failure Urine etc
Customized Biospecimens Collections
5 Layer Protection System for Collection of Biomedical Fluids, with 0 Incidences to Date
Processing of Heterogenous, Consistent Product
Approval from Ministry of Health and Family Welfare, Govt. of India, Indian Council of Medical Research, Central and State Pollution Control Boards, as well as Individual Hospitals
Shortest Possible Lead Time
With a robust supply chain and bulk manufacturing capabilities, we provide the shortest possible lead times in the market. Our dedicated operations teams work round the clock to deliver products to you in the shortest possible time


- Efficient Processes
- Predictive Analytics
- Collaborative Partnerships
- Lean Principles
- Automated Technologies
Stringent Quality Control
We test our products across multiple platforms, including the platforms of your choice. We also ensure to test our products on the application of your choice. Our stringer quality control critera along with our track record of being an ISO 13485:2016 and ISO 9001:2015 certified organization for the last 15+ years ensures maximum traceability and stringency. For us, quality is not just an act, but our habit. Explore more about our Quality control and certifications
Learn More

Batch-to-batch Consistency
For us, consistency is in our value system. Our dedicated 200+ member Operations team ensures that each process step is carried out and monitored upto the highest levels of stringency. We carefully select and source high quality raw materials from 1500+ hospitals to ensure batch to batch consistency


- Raw Material Selection and Precision Manufacturing: We carefully select and source high-quality raw materials from 1500+ hospitals, utilizing state-of-the-art facilities equipped with cutting-edge technology and operated by highly skilled professionals
- Quality Testing and Continuous Improvement: Every batch of our products undergoes extensive quality testing, including stability and purity checks. We maintain meticulous records for traceability and are committed to continuous improvement by regularly reviewing and refining our processes, ensuring batch-to-batch consistency

